
Sub-Total: ₱0.00
Beyond the accessibility and simplicity, the new metal 3D printing technology delivers other significant benefits as well. One example: Remove support structures by hand rather than machining them.
Some of the advantages of the new metal 3D printing technology that was recently announced by Boston, Massachusetts-based Desktop Metal are implied within the very name of this company. The company’s new DM Studio system is indeed a metal AM system suitable for a desktop—and an office desktop at that. The powder-metal system can be used in an office because it requires none of the safety considerations typical of powder metal. It prints via FDM, with the metal powder encased in polymer. A sintering step then removes the polymer, leaving only the metal part behind, and the sintering furnace itself is also fully safe for office use. Indeed, the microwave-enhanced furnace was designed with dimensions allowing it to be wheeled through an office door. Including both printer and furnace, the DM Studio system is priced at $120,000, a figure that is significant because of how much lower it is than the high-six-figure equipment price typically associated with metal AM.
And just this much, taken together, represents a significant development in metal 3D printing. With the freedoms and the price point described in the preceding paragraph, this system offers an accessible way for a small manufacturing businesses—machining job shops, for example—to begin to employ metal 3D printing in conjunction with their conventional processes. Just the preceding paragraph amounts to a lot.
Yet even so, there are several other aspects and advantages to the technology the company has been developing that are not apparent just from this picture of an easy-to-use metal system. And each of these details, which I recently had the chance to explore in a conversation with Desktop Metal CEO Ric Fulop, is arguably just as significant as the accessibility or ease of use in terms of the potential impact it might have upon the possibilities for metal AM.
The company didn’t stop with the desktop. In addition to the DM Studio system, another part of the company’s recent announcement is its DM Production system, shipping in 2018, which uses a high-speed version of binder jetting to realize full-scale metal-part production. In addition to safety, simplicity and the low starting price of the DM Studio, Fulop points out these additional advantages that apply to either or both of the company’s new systems:
- Speed. The DM Production system employs what the company calls “Single Pass Jetting” to achieve build rates of up to 500 cubic inches per hour, says Fulop—or about 100 times the speed of current powder-bed-fusion metal AM systems. In Single Pass Jetting, one rapid pass of the production machine’s print head both adds a layer of powder metal and precisely jets the binder used to achieve the form of the part. (Here, too, sintering then comes in a later step.) And because of the mirror-image configuration of the head, this production machine performs these functions whether it is moving back or forth, so there is no wasted motion. Ultimately, speed is the most important factor for cost-effectiveness in volume production, Fulop notes, because speed determines how many or how few machines can meet the production demand. With AM making parts fast enough, a small installation can deliver a large production output.
- Vertical nesting. Another DM Production advantage: As with some other 3D printing processes (such as electronic beam melting), this process does not need the part to weld to a build plate. Loose powder can therefore separate parts that are adjacent vertically. Thus, a batch of parts can be oriented in 3D space within the DM Production printer’s 14- × 14- × 14-inch build chamber. Nesting can fill the volume rather than being limited to just the X-Y plane of a plate.
- Material flexibility. An advantage of the office-compatible DM Studio system is this: Material change-over is performed using cartridges. Change-over from one metal to another can be performed in 60 seconds, without need for careful cleaning to prevent material contamination. This is particularly significant for the scenario of metal 3D printing used in a small machine shop, Fulop says. Any given machine tool in such a shop needs to be able to process a range of metals easily, and with this changeover mechanism, the AM system can do so as well.
- Materials from MIM. Both of the new metal AM systems employ powder metals out of the metal injection molding supply chain, Fulop says. This is important for ongoing cost savings. “We didn’t want to have to rely on material tailored to additive manufacturing,” he says. That tailoring both increases cost and reduces the range of materials available. By contrast, powder metal is already being made at greater volume and in greater variety for MIM, a more broadly used application. Thanks to their use of MIM powder, the DM Studio and DM Production systems can 3D print parts today not just in metals frequently used in AM such as titanium 6-4 and Inconel 625, but also in metals including Invar, Kovar and Nitronic 19.
- Selectable microstructure. Looking for an austenitic structure? Or bainitic? The choice of material microstructure is a selectable via the software controlling the furnace. This selection drives a temperature profile during sintering that aims at realizing that chosen structure in the given material. Further, the microstructure attained this way is consistent, Fulop says. This is a departure from laser-powder-bed machines, which have to sinter as they go. “The part on the laser machine invariably has thin sections and thick sections, producing non-homogeneous material structures,” he says. Printing first and sintering separately offers the possibility for more control.
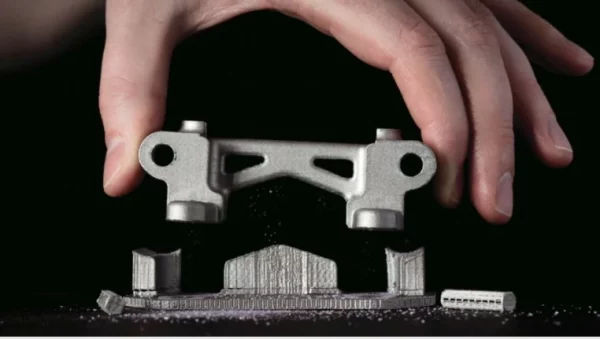
- Hand removal of support structures. Finally, a seemingly small addition to the technology perhaps deserves attention in its own right: the ability to add support structures to the design without adding to the postprocessing. In metal AM, it is typical for parts to have support structures—structures made of the same metal and fused to the part—that must be removed after the build. The removal of these structures might involve pliers, a chisel or machining. But on the Desktop Metal systems, the significant difference is this: Both systems have the capacity to deposit a precise layer of ceramic in place of metal in the course of the build. This ceramic is applied between the support structure and the part, and the ceramic does not bond. As a result, after the 3D printing cycle, this interface between the desired part and its sacrificial supports allows for the part to simply be manually lifted away.
This guest post was originally published on Additive Manufacturing blog site. The content in this guest blog is for informational and educational purposes only and may contain copyrighted material from Additive Manufacturing.
Source: Additive Manufacturing
Posted in Features